Hey, it has been a while with this one, time to kick a bit more life back into this project.
Having briefly flirted with the idea of going over to a CGT 535 top end after seeing this done successfully (and decided against it, maybe another time?), I'm keeping with the AVL top-end.
That means, for me, at least, there has to be an iron barrel-type decompressor valve in the cylinder head. I have posted pictures of the successful conversion I carried out on my first AVL hybrid, and several AVL owners have since done the same. What I didn't do then was post any "how it's done" pictures, so if anyone is vaguely interested, I remembered to take some pictures this time.
OK, old ground first, here's what I want to end up with, sorry for posting these yet again.


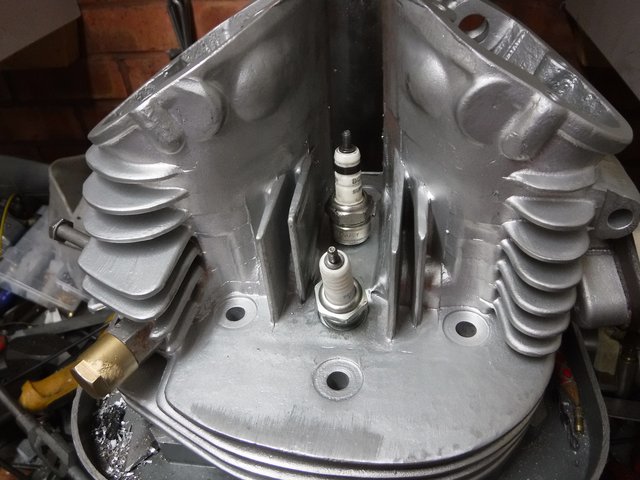
Starting point then is a scabby 500 AVL head like this one. See those three fins above the spark plug hole in the middle? Not for long, you won't. Target acquired...

The actual head I'm using this time is off my old Electra-X, all that tuning work I put into it is not going to waste. It also scrubbed up nicely after my local finishers managed to strip/vapour blast the cruddy old powder coating off it. They cleaned up the cylinder too.
Having neither the milling machine nor the skills to use one, I found the best way to remove the three fins was with a rod saw blade in a humble hacksaw, using a finger sander (and a little help from a tungsten carbide burr for a die grinder in the hand-held drill) to clean the head up afterwards. The bolt-on carb stub from Mikuni Oz doesn't look as though it really belongs, despite being a good fit where it matters, but I shall be coming back to that in a few days.

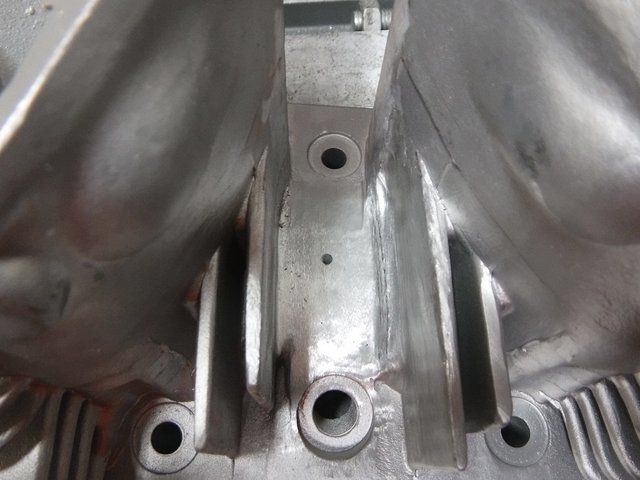
Next job, center-punch for the correct location. The valve body has a 14 x 1.25mm thread (which is why twin-plugging an iron barrel engine is quite an easy task), I need to start the pilot drill just over 7mm from the edge of the combustion chamber. Too far in and it gets too close to the valve seats.

Because I want a nice accurate job it's off to the drill press.

I'm not best pleased when the drill bit deflects to the left by 2mm, of course I keep forgetting this is an el-cheapo drill press with a bit of slop in its vertical movement, which doesn't seem to like drilling fresh holes where the center-punch should tell it too. Once this poor workman had finished blaming the tools

, it was time for a bit of un-planned die-grinder action to avoid any further foul-ups. This one. I bet Grumbern never has this happen...


I should have drilled it with the hand-held to start with, never mind. With a now un-missable hole for the pilot bore things were heading in the right direction once more, you can just see how this had been going wrong.

At last, the pilot hole is through, any bit in the drill press will now have a hole to follow.
Repeat in stages until - well the charts say 12.5mm tapping size for 14mm spark plug thread, but my 1/2" long series bit is fine. The drill press doesn't mess this one up.

Let's see if I can get THIS right, sorry for fuzzy picture,

And RELAX, the tap has cut a good thread all the way down (or up).

I won't be needing the insert kit, unlike last time.

Stay focused, Adrian...
Last job, counter-bore 7/8" to get the valve sitting at the right height/depth, with the head of the decomp valve level with the surface of the combustion chamber. I do have a secret weapon to flatten out the bottom of the counter-bore for the valve body's seat if needed, though I think the copper crush washer will manage by itself.

Hope this was of interest.
A.
 Topic: Time for Another Project (Read 12986 times)
Topic: Time for Another Project (Read 12986 times)